 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


What Are The Working Areas Of The Twin Screw Extruder?
Ningbo Fangli Technology Co., Ltd. is a mechanical equipment manufacturer with nearly 30 years’ experiences of plastic pipe extrusion equipment, new environmental protection and new materials equipment. Since its establishment Fangli has been developed based on user’s demands. Through continuous improvement, independent R&D on the core technology and digestion & absorption of advanced technology and other means, we have developed PVC pipe extrusion line, PP-R pipe extrusion line, PE water supply / gas pipe extrusion line, which was recommended by the Chinese Ministry of Construction to replace imported products. We have gained the title of “First-class Brand in Zhejiang Province”.
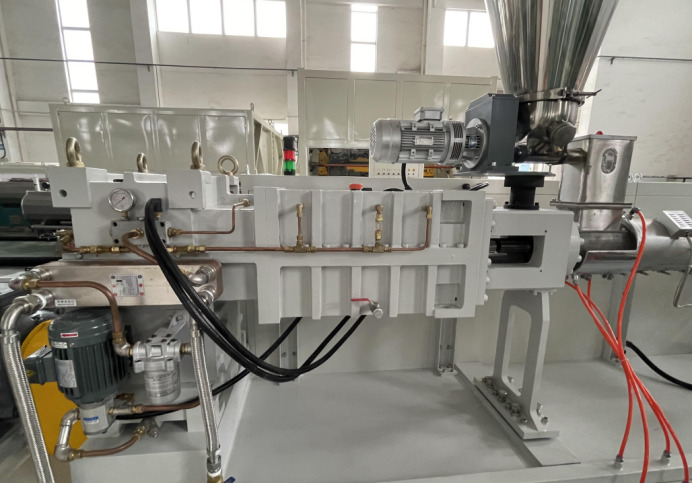
1. Inlet area
What basically happens here is the suction, compression and transportation of raw materials. If you want to have unique product characteristics, you can choose to add additives at this stage. The resin is fed into the twin-screw extruder through the hopper and into the screw through the feed throat. Then the screw moves the material forward. The suction capacity depends on a number of factors, including screw speed and resin density. It also depends on the channel depth and pitch of the screw.
2. Melting zone
Once the material enters the screw, the extrusion process begins. The screw keeps pushing the resin forward. When this happens, friction occurs between the material and the barrel, causing the resin to melt. The extra heat comes from the heater under the barrel. This ensures that the resin is completely melted. As the resin moves forward, the channel depth continues to decrease, thereby increasing the friction and pressure in the barrel.
3. Measuring area
"Once the polymers are melted, they leave the extruder through a crushing plate with a screen. The melting of particles that do not melt in the melting zone also occurs here. This ensures the uniformity of the molten resin. If you want to achieve plastic uniformity, you can control the number of screens and the porosity of the screens. The pressure here is so high that the molten polymer can be continuously extruded and formed into shape. In this section, there is air pumping to prevent plastic products from collapsing.
4. Cooling zone
The plastic product moves to the cooling area, where it is cooled. You can use two types of cooling systems. There are air and water cooling systems. Depending on the type of cooling system you use, plastic products will cool slowly. This allows plastic products to form perfect shapes and gives them the attractiveness they deserve.
If you need more information, Ningbo Fangli Technology Co., Ltd. welcomes you to contact for a detailed inquiry, we will provide you with professional technical guidance or equipment procurement suggestions.
Send Inquiry


X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy