 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Common Misconceptions About Twin-Screw Extruders: Breaking Traditional Beliefs to Optimize Extrusion Processes
Ningbo Fangli Technology Co., Ltd. is a mechanical equipment manufacturer with nearly 30 years’ experiences of plastic pipe extrusion equipment, new environmental protection and new materials equipment. Since its establishment Fangli has been developed based on user’s demands. Through continuous improvement, independent R&D on the core technology and digestion & absorption of advanced technology and other means, we have developed PVC pipe extrusion line, PP-R pipe extrusion line, PE water supply / gas pipe extrusion line, which was recommended by the Chinese Ministry of Construction to replace imported products. We have gained the title of “First-class Brand in Zhejiang Province”.
In the plastics compounding industry, almost every plastic part relies on the sophisticated processing of polymer formulations by twin-screw extruders (TSE). With their excellent mixing characteristics, high production efficiency, and superior product consistency, twin-screw extruders have become the undisputed leaders in continuous compounding.
However, despite this technology being developed for over a century, many practitioners still hold misconceptions about its core principles, leading to deviations during capacity expansion or actual production. Today, we will deeply analyze the top 5 common misconceptions about twin-screw extruders.
Misconception 1: Twin-Screw Performance is Extremely Sensitive to Wear
Many believe that once the screws wear, machine performance will decline precipitously. The reality is: Twin-screw extruders are generally less sensitive to wear than single-screw extruders.
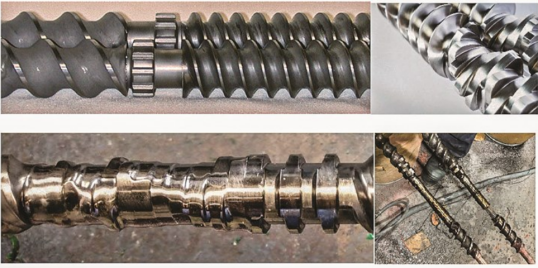
The screw does not necessarily have to be as pristine and shiny as the top image; but it absolutely cannot be allowed to wear to the extent shown in the bottom image. (Image source: Leistritz)
- Positive Conveying Advantage: Co-rotating twin-screws have a unique self-wiping effect. The opposite surface velocities in the intermeshing zone provide a stronger positive conveying capability than single-screws.
- Large Tolerance for Wear: In twin-screw processes, screw elements or barrel liners can typically still function properly even with diameter wear of 3-5%. This is because we can independently adjust screw speed to compensate for increased clearances. In contrast, the wear limit for single-screws is typically only 1-2%.
- Low Local Replacement Cost: Twin-screws utilize a modular, building-block design. Wear is often concentrated in areas of high shear and pressure (approximately 25-30% of the total length), so maintenance requires replacing only those specific components.
Expert Tip: Screws typically require replacement four times more frequently than barrels. This is because the screw flight tips are constantly in contact with the material, whereas the barrel surface contacts specific elements only about 25% of the time.
Misconception 2: A Vent Stuffer Can Solve All Vent Flooding Problems
When "venting flooding" occurs at the vent port, many instinctively add a vent stuffer. However, this often merely acts as a "band-aid" masking the problem and may even unnecessarily complicate the system.
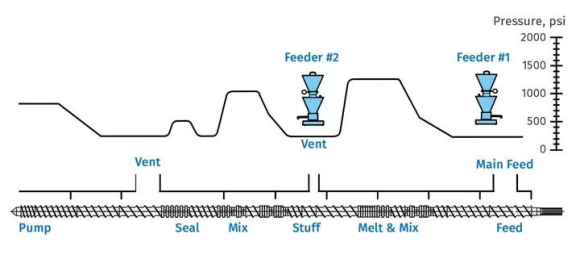
Ideal screw design ensuring zero pressure at vent and downstream feeding points
- Design is Key: If the screw design is inadequate or there is severe back-pressure in the pumping section, the melt will flow directly into the vent column. A vent stuffer cannot fundamentally solve flooding caused by poor screw design.
- True Purpose of Vent Stuffer: It is suitable for formulations containing unmelted materials (e.g., powder fillers), preventing these solids from accumulating at the vent port when carried by high-velocity steam.
- Root Cause Analysis: If a normally functioning vent suddenly begins flooding, priority should be given to checking screw/barrel wear, cooling system failure, screen pack blockage, or high die pressure, rather than relying on a vent stuffer.
Misconception 3: Expecting a One-Step Linear Scale-Up from Lab to Production Line
"The formulation worked in the lab, so it will certainly work on the production line." This assumption often fails in practice.
- Complexity of Boundary Conditions: Scale-up for production involves multiple "boundary conditions" including free volume, heat transfer (melt temperature control), mass transfer (mixing and devolatilization), and torque limitations.
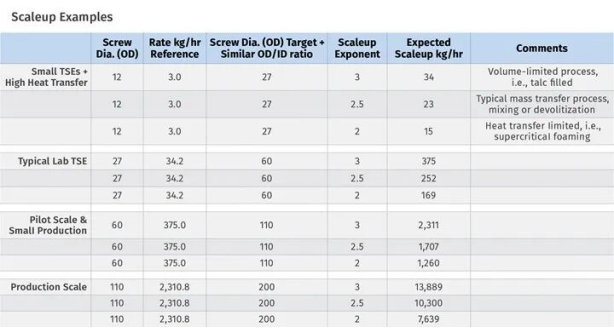
- Non-Linear Scale-Up: Volume-limited processes scale by the cube of the screw diameter (D³), while heat-transfer-limited processes scale by the square (D²). The difference between these is substantial.
- Rule of Thumb: The throughput of a lab or pilot-scale line should not be less than 1/10th of the target production throughput. If the gap is larger, the reliability of scale-up calculations decreases significantly.
Misconception 4: Twin-Screw Extruders Are Not Suitable for Liquid Injection
Achieving commercial-scale liquid injection levels exceeding 70% is entirely feasible.
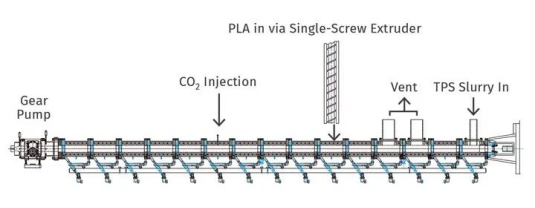
Optimized twin-screw design integrating melting, mixing, supercritical CO₂ injection, cooling, and pumping sections
- Key Factors: The core of successful injection lies in the viscosity of the liquid and its solubility in the polymer.
- Diverse Equipment: Injection systems such as gear pumps, piston pumps, peristaltic pumps, or diaphragm pumps can be selected based on liquid characteristics.
- Staged Injection Technique: For high-percentage liquid formulations (e.g., >70%), the key is gradual, staged injection to prevent liquid pooling within the screw channels.
- Supercritical Applications: Modern twin-screw technology can stably inject supercritical fluids for foaming, devolatilization, or assisted plasticization.
Misconception 5: Specific Torque (or Torque Density) is the Sole Torque Indicator
When evaluating extruder performance, "Specific Torque" (ST, also known as Torque Density, TD) is frequently discussed.
Same specific torque but different OD/ID ratios result in vastly different free volumes and processing characteristics
- Definitional Limitation: The formula for specific torque is ST = Md / a³, where Md is the maximum torque per shaft, and a is the center distance.
- Overlooks Volume: This calculation does not reflect the screw's free volume (FV). Free volume depends on the screw's outer-to-inner diameter ratio (OD/ID) and directly affects material throughput.
- Comprehensive Evaluation: When selecting equipment, one must find the optimal balance between torque capacity and available screw volume.
Understanding the fundamental logic of twin-screw compounding and avoiding these common cognitive traps is the first step toward improving production quality and efficiency.
If you need more information, Ningbo Fangli Technology Co., Ltd. welcomes you to contact for a detailed inquiry, we will provide you with professional technical guidance or equipment procurement suggestions.
Send Inquiry


X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy