 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Is the extruder screw often worn? There are these main reasons!
Ningbo Fangli Technology Co., Ltd. is a mechanical equipment manufacturer with nearly 30 years’ experiences of plastic pipe extrusion equipment, new environmental protection and new materials equipment. Since its establishment Fangli has been developed based on user’s demands. Through continuous improvement, independent R&D on the core technology and digestion & absorption of advanced technology and other means, we have developed PVC pipe extrusion line, PP-R pipe extrusion line, PE water supply / gas pipe extrusion line, which was recommended by the Chinese Ministry of Construction to replace imported products. We have gained the title of “First-class Brand in Zhejiang Province”.
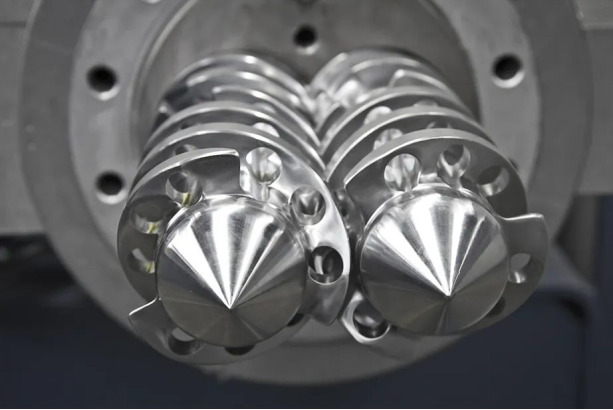
Screw extruder is the core equipment of plastic forming and blending modification. In the actual production process of blending modification, the screw of the extruder is in a harsh high pressure and high temperature environment, and bears huge friction and shear force.
Due to the special working environment, the extruder screw is not a common metal to metal friction, but a metal to polymer, so the wear of the screw surface is often serious.
The wear of the screw increases the distance between the screw and the barrel, which affects the compression and shearing of the screw on the material, thus leading to a decline in product quality. On the other hand, the frequent replacement of worn screws not only increases the cost, but also delays the production plan, resulting in lower production efficiency.
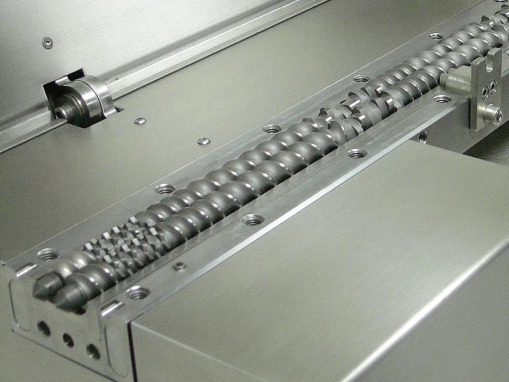
The screw is generally scrapped due to long-term wear, and the gap between the screw and the barrel is too large to be extruded normally. However, there are also cases where the working stress caused by improper design or operation exceeds the strength limit and is damaged. The following is a brief introduction to the wear causes of the extrusion screw:
1 Processing temperature
Each kind of plastic has an ideal plasticizing processing temperature range. The barrel processing temperature should be controlled to make it close to this temperature range. When the plastic particles enter the barrel from the hopper, they will first reach the feeding section, where dry friction will inevitably occur. When these plastics are not heated enough and the melting is uneven, it is easy to form the inner wall of the barrel and the surface of the screw to increase wear.
Similarly, in the compression section and homogenization section, if the melting state of the plastic is disordered and uneven, the wear will also be accelerated.

2 Speed
The speed shall be properly adjusted. Some plastics are added with reinforcing agents, such as glass fiber, minerals or other fillers. The friction force of these substances on metal materials is often much greater than that of molten plastics.
If high rotating speed is used, it is easy to tear the reinforcement fiber while improving the plastic shearing force. The torn fiber contains sharp ends, which greatly increases the wear force. When inorganic minerals slide on the metal surface at high speed, their scraping effect is not small. Therefore, the speed should not be too high.
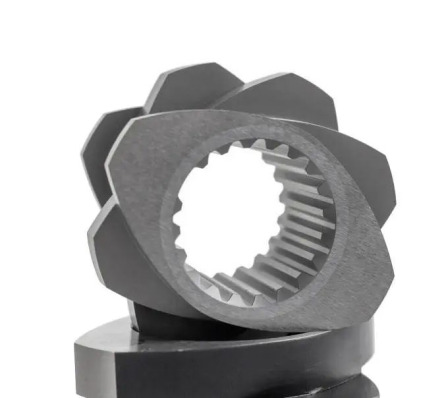
3 Clearance between screw and barrel
The screw rotates in the barrel, and the friction between the material and the two causes the working surface of the screw and the barrel to gradually wear, the screw diameter gradually reduces, and the inner hole diameter of the barrel gradually increases. In this way, the fit diameter gap between the screw and the barrel increases slightly with the gradual wear of the two.
However, because the resistance of the head and the splitter plate in front of the barrel has not changed, the leakage flow of the extruded material is increased when it moves forward, that is, the flow of the material from the diameter gap to the feeding direction is increased. As a result, the production of plastic machinery decreased. This phenomenon increases the residence time of materials in the barrel, causing material decomposition. In case of PVC, the hydrogen chloride gas generated from decomposition strengthens the corrosion of screw and barrel.

4 Uneven plasticization of materials or metal foreign matters
As the materials are not plasticized evenly or metal foreign matters are mixed into the materials, the torque of the screw suddenly increases. This torque exceeds the strength limit of the screw, causing the screw to break. This is an unconventional accident damage.
The above are the more common causes of screw wear, and we hope that through the above content, we can have a better understanding of the extrusion screw.
Reducing the wear of screw and prolonging the working life of screw will greatly reduce the maintenance cost of equipment, ensure the quality of products, and bring higher economic benefits to enterprises.
If you need more information, Ningbo Fangli Technology Co., Ltd. welcomes you to contact for a detailed inquiry, we will provide you with professional technical guidance or equipment procurement suggestions.
Send Inquiry


X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy